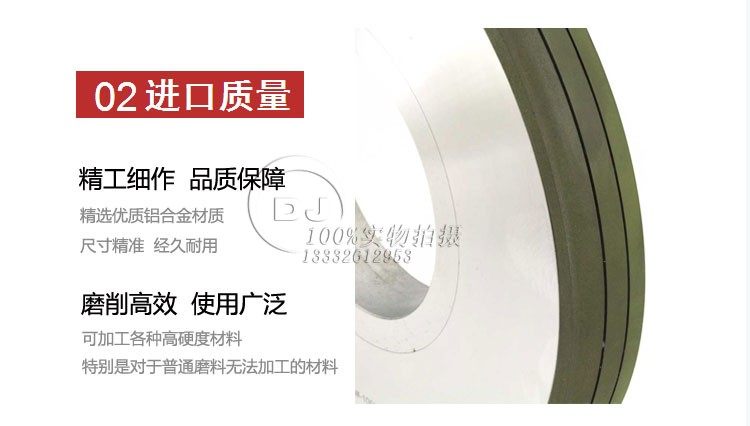

滚齿机切削时高速运动,所匹配的滚刀是高效涂层刀具,其滚刀材料是高速钢粉末冶金材料,涂层是AP涂层,其涂层后微硬度(HV0.05):3200,刃磨滚刀可采用东巨4BT9树脂结合剂CBN砂轮,刃磨时不存在让刀现象,砂轮前角角度保持性较好,刃磨效率高,砂轮耐用度好,刃磨刀具的质量相对稳定。
型号:4BT9
外径:150mm
高度:10mm
内孔:20mm
磨料宽度:8mm
磨料厚度:1mm
角度:15度
磨料:立方氮化硼
结合剂:树脂
粒度:320#
用途:专用于齿轮滚刀磨削
起订量:1片
交期:7个工作日
研磨贴士:
砂轮使用前先使用GC修整轮修复此CBN砂轮以确保同心度良好,然后研磨滚齿刀片。在磨削过程中,如果您发现您使用的CBN砂轮有点硬,则应将线速度从40m/s降低到30m/s,粗糙度和锋利度对于 CBN 砂轮来说是-重要的。