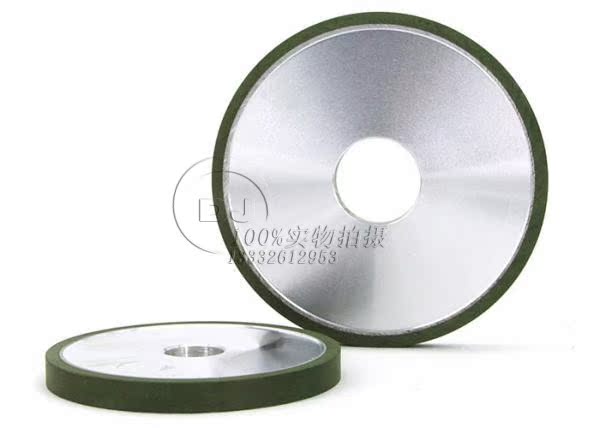
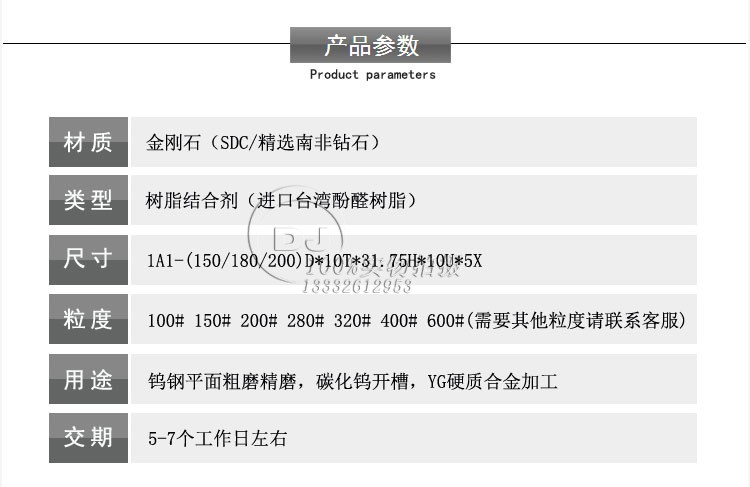
钨钢刃磨砂轮 YG YT合金车刀用金刚石砂轮 150D/180D/200D
钨钢平面磨床常用规格
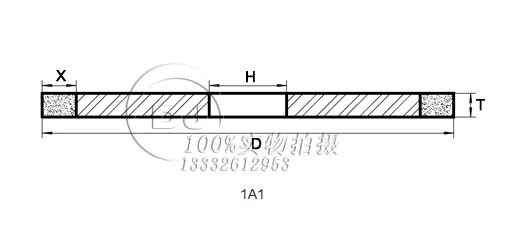
150D*10T*31.75H*5X SDC150B
180D*10T*31.75H*5X SDC240B
200D*10T*31.75H*5X SDC400B
在钨钢刃磨YTl5、YT30和YG3X等合金时,应采用R1—R8的砂轮。钨钢刃磨YTl5、YG8等合金时,可采用硬度低于ZR1的砂轮。
如果砂轮的硬度太高,而一时又找不到软砂轮时,可以用化学方法降低砂轮硬度。软化处理后的砂轮,可放人沸水中清洗,干燥后经检查及空车试转后才对以使用。
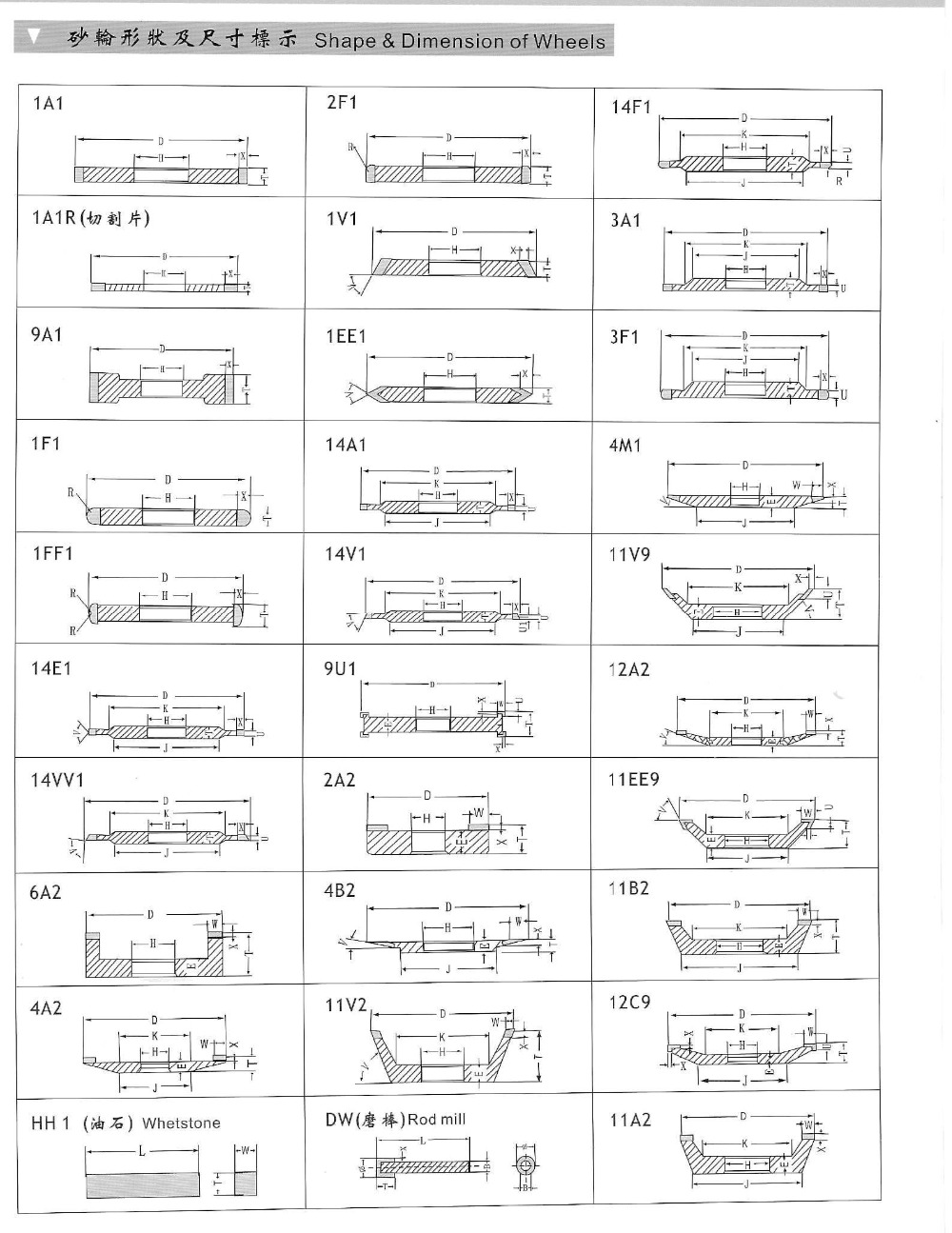
形状、尺寸及其组织:为了使钨钢车刀与砂轮接触面上形成-低的温度,-好采用SDC平形砂轮,粗磨或半精磨时,用SDC碗形砂轮。如选择得好,既能大大地减少发热现象。
砂轮选择口诀,
选用砂轮要记清, 砂轮成分先确定。
钨钢刀杆要用CBN, 钨钢刀片选用SDC。
粒度太粗易裂纹, 200号以下-适中。
选择硬度要严格, 偏于“中软”莫太硬。
如嫌太硬可降低, 化学处理能代用。
苛性钠里煮沸后, 软化一级合性能。